
































Solutions
Horse Construction offers full range of structural strengthening materials with technical supports, documentation supports, products supports, project supports.
Pre-stress FRP Carbon Laminate

Pre stressed carbon plate is a new type of structural reinforcement material with excellent performance and broad application prospects. To ensure the reinforcement effect of prestressed carbon plates, it is necessary to strictly follow the process steps. The following is an overview of the construction process for prestressed carbon plate reinforcement:
01
Construction preparation
Based on the actual condition of the construction site and reinforced concrete components, compare them with the design drawings to determine the construction plan and construction plan, and prepare well before construction.
Materials and main machinery
Main materials: carbon fiber laminate, prestressed anchorage, carbon fiber laminate adhesive, repair adhesive, chemical anchor bolts, compression plates, etc
Main equipment: concrete drilling&slotting&polishing tools, prestressed tensioning equipment, mixer, etc
Working conditions
Construction should be carried out under ambient temperature conditions above 5 ℃. If the ambient temperature is below 5 ℃, special adhesives suitable for low temperature should be used or other heating treatment measures should be taken. If the temperature is below 0 ℃, construction should be suspended.
The strength grade of concrete tested on site shall not be lower than C25, and the positive tensile bonding strength of the concrete surface shall not be lower than 2.0MPa.

Surface treatment
Polish and clean the surface of reinforced concrete components to remove oil stains, brittle and loose layers, ensuring a clean and appropriate surface roughness.
Positioning and laying out
Carry out laying out operations within the construction scope according to the design drawings.
02
Planting anchor bolts
Accurate drilling ensures that the prestressed carbon plate is accurately installed at the stress location.

Drilling
According to the positioning determined by the layout, when using an electric hammer for drilling, the center line of the drilling should be ensured to be perpendicular to the concrete beam surface, and the deviation of the drilling center position should not exceed 3mm.
Planting anchor bolts
When using chemical anchor bolts or planting adhesive to implant bolts, it should be ensured that the adhesive in the hole is full and the bolt is perpendicular to the beam surface. The anchor bolt grade should not be lower than 8.8.
03
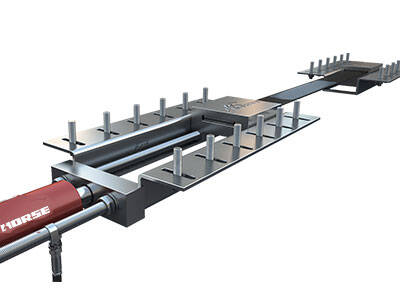
Installing Anchors
The core system of prestressed carbon panels.

Slotting and trimming
Cut grooves along the anchoring area, repair them with repair glue, and polish them flat after curing.
Installation details
Install the limit frame, place the anchor blocks inside the limit frames at both ends, keep the centerline consistent, and ensure that the anchor blocks inside the limit frame can slide normally.
Precautions
After the installation of the anchor, the gap between the anchor and the bolt caused by drilling deviation correction should be filled with epoxy repair glue during installation. The gap between the two ends of the anchor and the concrete after leveling should also be filled or leveled with epoxy repair glue.
04
Pre tensioning
One of the key steps in the construction of prestressed carbon laminate.

Gradual tensioning
Install the carbon fiber laminate and tighten the screw to straighten the carbon fiber laminate. Install the tensioning bracket and jack in a horizontal position, and apply pressure to tension to 15% of the design tensile stress value. Check whether there is a gap between the carbon fiber laminate and the beam surface between the two end anchors. If there is a high convex contact point or surface between the carbon fiber laminate and the concrete, it should be depressurized, disassembled, polished, and then tensioned.
Apply pressure and tension to 30% of the design tensile stress value. Check again for any obstacles and ensure that the fixed end is in close contact with the anchor. Then tighten all bolts at the fixed end.
Apply pressure and tension to 50% of the design tensile stress value, recheck that the jack is in a horizontal position, check for any obstacles during tensioning, and recheck whether the installation bolts are tightened.
Precautions
Take protective measures on site and ensure construction safety during the pre tensioning process.
05
Gluing and coating
Accurate proportioning is necessary to ensure the normal curing of carbon fiber laminate adhesive.

Weighing and dispensing
Weigh the raw materials accurately using a balance according to different mix proportions, and prepare the bottom coating adhesive, leveling adhesive, and bonding adhesive separately. Prepare a container, place the main ingredient of adhesive (i.e. component A) and the curing agent (i.e. component B) into the container, and use a low-speed mixer to stir thoroughly and evenly until there are no bubbles generated, then it can be used.
Carbon laminate adhesive coating
After the carbon fiber laminate adhesive is prepared, in order to fully immerse, penetrate, and adhere to the adhesive surface of the carbon fiber laminate, a small amount of adhesive should be scraped on the adhesive surface of the carbon fiber laminate using a spatula, and scraped several times with force. Then, according to the principle of thick middle and thin edge in the width direction of the carbon fiber laminate, the required adhesive thickness should be scraped to 4-10 millimeters (the adhesive thickness depends on the flatness of the original structural bonding surface).
06
Formal tensioning
The second key step in the construction of prestressed carbon laminate.

Gradual tensioning
Reinstall the jack and adjust it to a horizontal position, apply pressure and tension to 15% of the design tensile stress value, and record the starting line of anchor tensioning movement.
Apply pressure and tension to 30% of the designed tensile stress value. Check for any adhesive extrusion overflow between the edge of the carbon fiber laminate and the surface of the beam. If there is no local adhesive extrusion overflow, the pressure should be relieved and the adhesive should be replenished before tensioning; Check if the displacement of the anchor stroke corresponds to the recording line during pre tensioning.
Perform segmented pressure tensioning to 50%, 70%, 90%, and 100% of the design tensile stress value, and check whether the displacement of the anchor stroke at the tensioning end meets the requirements of the theoretical elongation. According to the specifications, the error between the displacement of the anchor stroke at the tensioning end and the theoretical elongation should not exceed ± 6%.
When the tensile stress value and the displacement of the tensioning end anchor meet the requirements, M20 anchor locking bolts can be used. After a 5-minute pause without any other abnormal conditions, the jack and anchor tensioning bracket can be removed.
After the tensioning is completed, install pressure plates every 2 meters for fixation and apply slight pressure.
Precautions
When applying pressure or reducing pressure, the travel speed of the jack should be controlled within 20 mm/minute, and it is strictly prohibited to quickly stroke or release the jack.
All tensioning should be completed within the applicable period of the carbon fiber laminate adhesive.
07
Curing
The final stage of prestressed carbon plate reinforcement.

Curing time
When the average temperature is 20-25 ℃, the curing time shall not be less than 3 days; When the average temperature is 10 ℃, the curing time shall not be less than 7 days.
Precautions
If the ambient temperature is below 5 ℃, special adhesives suitable for low temperature should be used or other heating treatment measures should be taken.
Every step in the construction process of prestressed carbon panels is crucial, and any negligence may affect the safety and stability of the reinforced structure. Therefore, when carrying out prestressed carbon plate reinforcement construction, it is necessary to follow relevant specifications and standards to ensure that each step is correctly executed. This will help ensure that the structure can withstand greater loads, extend its service life, and thus improve the safety and reliability of the structure.
You can find anything here you are in need of, have a trust trying on these products, you will find the big difference after that.

High strength carbon fiber reinforced polymer (CFRP) strip / laminate / plate for structural strengthening and concrete repair

Prestressed carbon fiber reinforced polymer(CFRP) plate for slab, beam strengthening to increase stiffness, reduce distortion and deflection of members, reduce the cracks, avoid and stop cracking.

High strength carbon fiber reinforced polymer plate adhesive for applying CFRP laminate/strip/plate on the structural members
